

Ведущий отечественный поставщик насосов для бытового, коммерческого и промышленного применения существенно расширил парк оборудования на заводе в Ногинске. С организацией производственных процессов нас познакомили специалисты предприятия.

Здание завода WILO RUS
Долгое время пальма первенства в сегменте насосного оборудования на российском рынке принадлежала зарубежным производителям. Уход иностранных игроков стал мощным драйвером роста отечественных компаний. Они продемонстрировали не просто жизнеспособность, но и в ряде случаев уникальный потенциал для развития производства. ООО «ВИЛО РУС» — в их числе.
Компания WILO — мировой поставщик насосов и насосных систем для различных объектов в 1997 году создала российское подразделение с целью локализации производства и обеспечения близости к рынку сбыта. В 2016-м открылся завод в Ногинске. На сегодняшний день на территории России действуют 31 филиал компании, 13 региональных складов и более 130 авторизованных сервисных партнеров.
Продукция предприятия — насосы и насосные установки, а также приборы автоматического управления — широко применяется в системах ЖКХ, строительстве, на объектах энергетики, водоканалах. Спрос на нее высок и не подвержен спадам, связанным с экономическими и геополитическими потрясениями. Для того чтобы удовлетворять его в полной мере, компании приходится увеличивать свои производственные мощности, внедрять современные технологии.

Максимальная надежность поставок
В течение всего 2024 года происходила работа по монтажу и пусконаладке станочного оборудования для механической обработки деталей насосов — одной из важнейших технологических операций, оказывающей непосредственное влияние на эксплуатационные характеристики изделия: надежность и энергоэффективность. Это ключевая компетенция производителя насосного оборудования.
 — За последние несколько лет существенно расширился парк технологического оборудования завода в Ногинске, — отмечает технический директор ООО «ВИЛО РУС» Павел Филиппенков. — Как видите, установлены шесть металлообрабатывающих станков различных типов и все необходимое сопутствующее оборудование: грузоподъемные механизмы, системы фильтрации СОЖ (смазывающая и охлаждающая жидкость), измерительная лаборатория с координатно-измерительными машинами различных типов.
— За последние несколько лет существенно расширился парк технологического оборудования завода в Ногинске, — отмечает технический директор ООО «ВИЛО РУС» Павел Филиппенков. — Как видите, установлены шесть металлообрабатывающих станков различных типов и все необходимое сопутствующее оборудование: грузоподъемные механизмы, системы фильтрации СОЖ (смазывающая и охлаждающая жидкость), измерительная лаборатория с координатно-измерительными машинами различных типов.
По словам специалиста, в совокупности весь этот технологический комплекс способен обеспечить полностью независимый процесс механообработки деталей для насосов определенных типов, а также служить резервом производительности в случае непредвиденных сбоев у внешних поставщиков, от услуг которых компания не планирует отказываться. Хотя значительная часть заготовок сегодня обрабатывается собственными силами, такая гибкая схема позволит обеспечить максимальную надежность поставок продукции заказчикам.
Индивидуальный подход к каждой детали
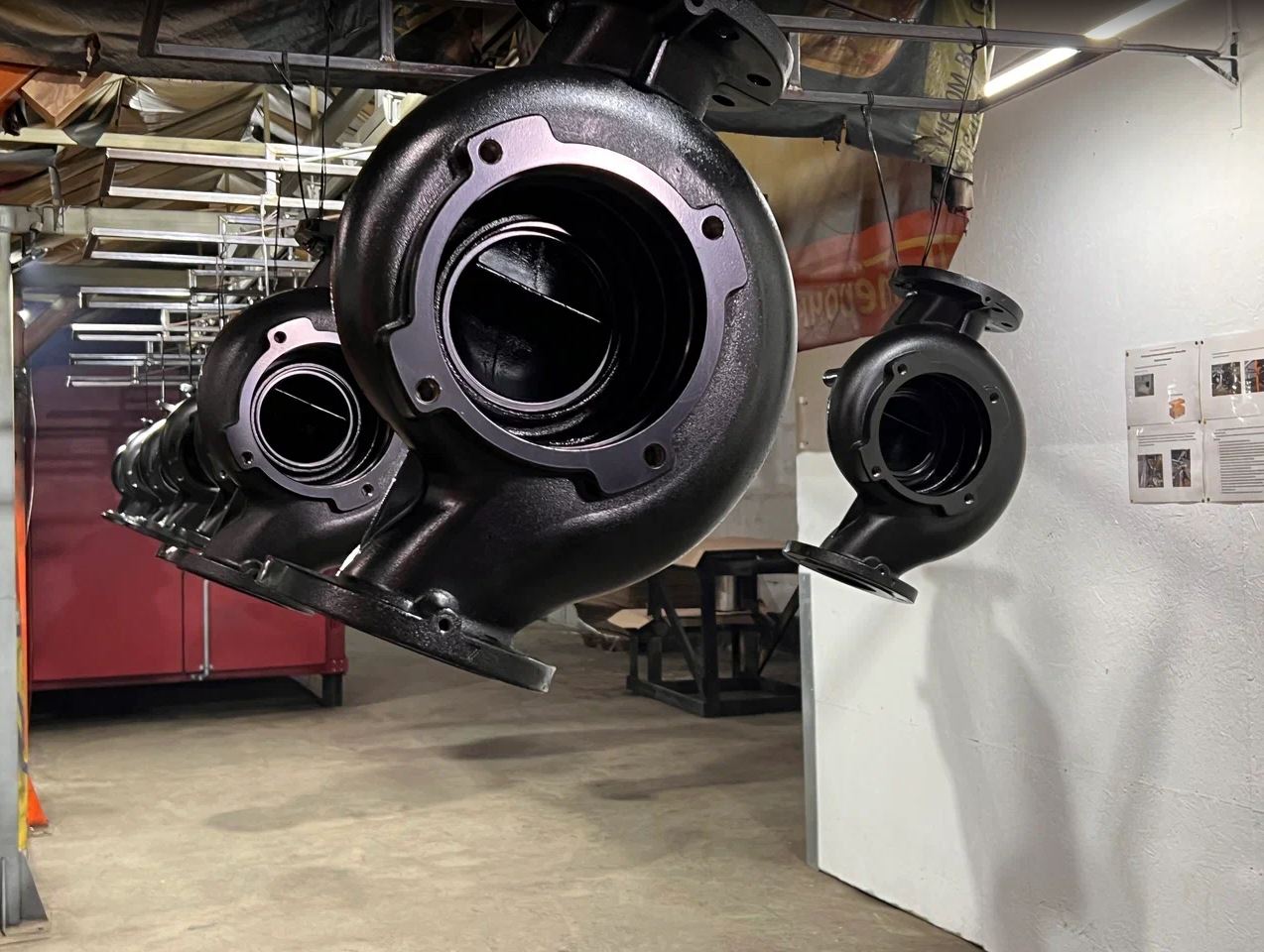
Процессы производства компонентов проходят три основные стадии: литейная заготовка, механическая обработка, нанесение на деталь катафорезного покрытия, которое обеспечивает изделиям высокие антикоррозионные свойства.
— Для каждой детали процесс подбирается индивидуально, исходя из габаритов изделия, геометрии, серийности, — поясняет Павел Филиппенков. — Качество литейной заготовки самым непосредственным образом влияет на характеристики будущего насоса. Шероховатость поверхности проточной части и рабочего колеса, точность геометрических размеров, отсутствие смещения песчаных стержней при сборке литейной формы — эти параметры чрезвычайно важны и требуют постоянного инструментального и визуального контроля.

Мы убедились, что он осуществляется на всех стадиях производства: от выбора процесса и изготовления оснастки до определения температуры расплава металла при заливке формы.
Далее детали насосов направляют на стадию нанесения катафорезного покрытия. Готовые изделия с покрытием поступают на сборку.
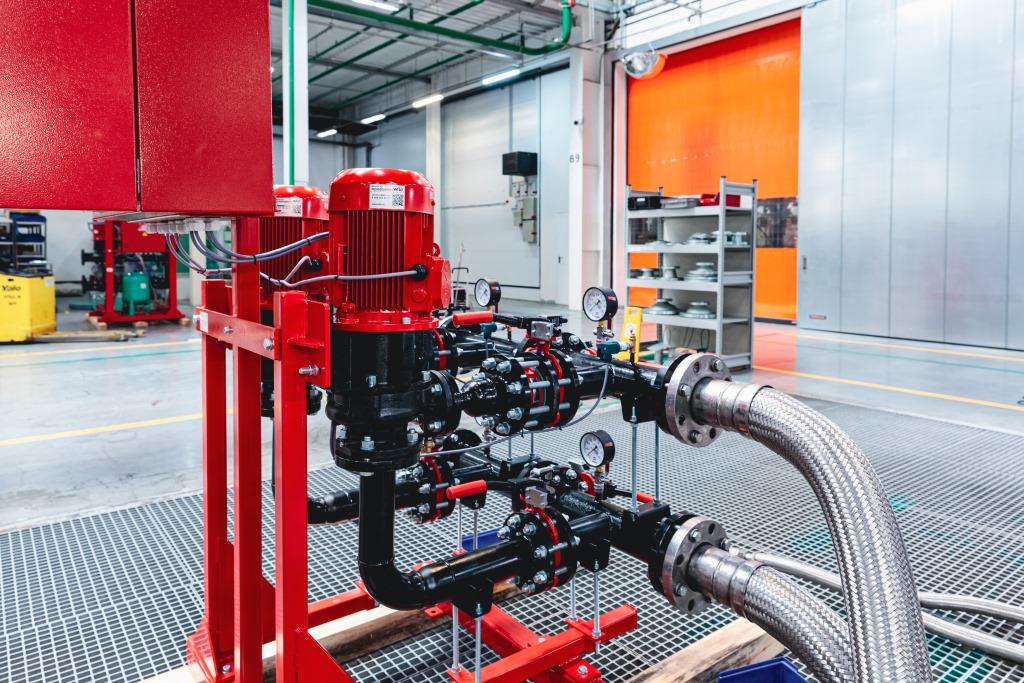
— Участок сборки насосных установок организован так, чтобы обеспечить баланс между скоростью сборочного процесса и его гибкостью, то есть возможностью производить огромное многообразие типов и моделей установок, — продолжает специалист. — Здесь выделены несколько зон: для механического монтажа установки, электроподключений и испытательный стенд. На отдельном участке производится сборка приборов автоматического управления насосными установками.
Внимание — качеству
Каждая деталь, начиная от спектрального анализа металла на литейном производстве и заканчивая функциональным испытанием в составе готового изделия, проходит несколько десятков измерений, проверок, операций визуального и инструментального контроля.
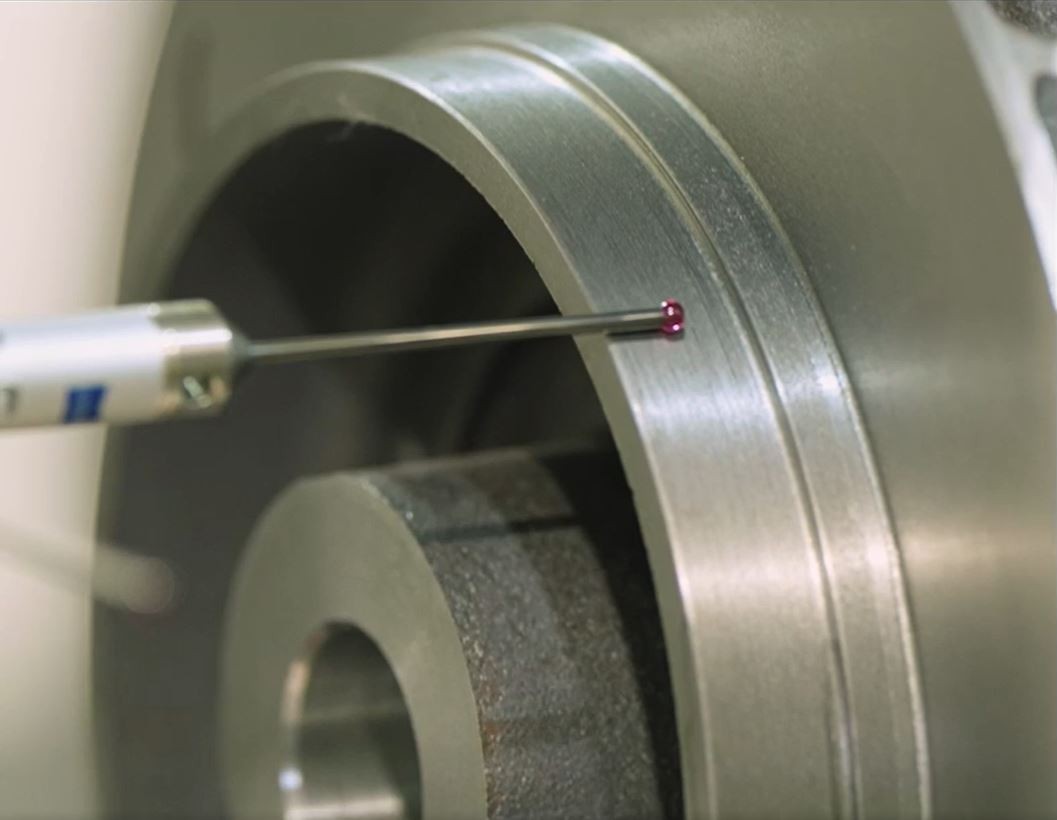
— Вся совокупность таких операций регламентирована и строго контролируется отделом качества производственного департамента WILO RUS в Ногинске, — поделился технический директор ООО «ВИЛО РУС» Павел Филиппенков. — Он оснащен самым современным оборудованием: здесь применяется трехмерное сканирование, которое позволяет построить точную 3D-модель заготовки и сравнить ее параметры и параметры, заданные конструктором. А координатно-измерительная машина способна определить отклонения размера в полтора микрона. Для испытаний готовых насосов и насосных установок на заводе имеются испытательные стенды различных габаритов и назначения.
Технический директор ООО «ВИЛО РУС» Павел Филиппенков:
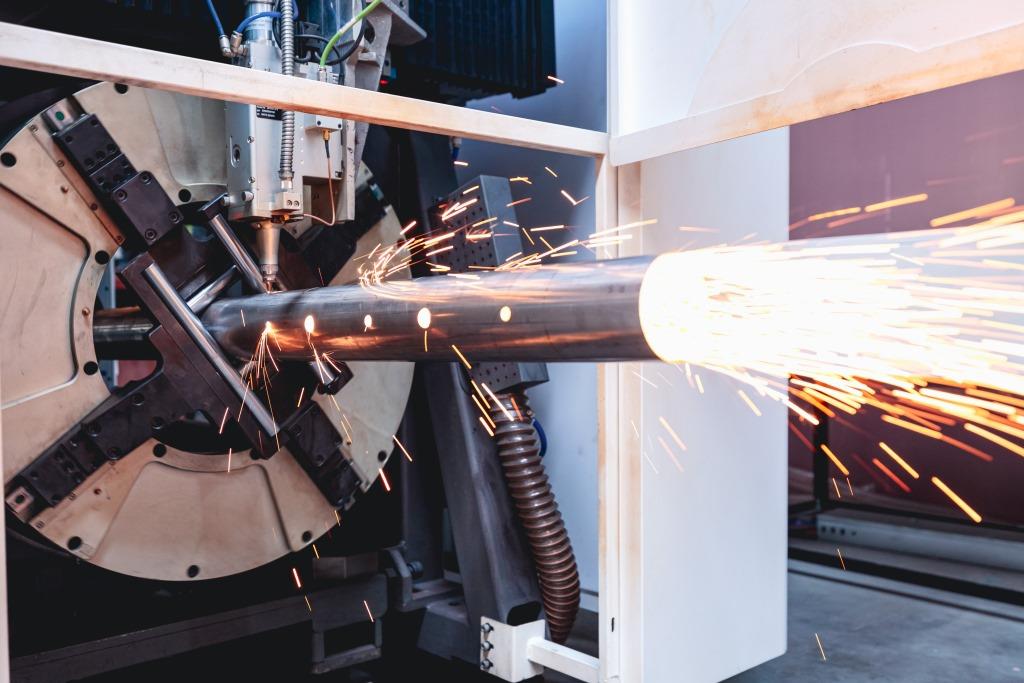
— Производство трубопроводной обвязки насосных установок осуществляется на автоматизированном комплексе орбитальной сварки. Оборудование лазерной резки трубных заготовок обеспечивает исключительную точность размеров компонентов и готовых коллекторов, что упрощает сборку насосной установки. Для очистки поверхности изделий из углеродистой стали применяется лазерный очиститель, который имеет существенные преимущества перед традиционными технологиями пескоструйной очистки.
Следующий этап развития — установка в начале 2026 года роботизированного сварочного комплекса, который позволит значительно повысить производительность и качество сварки.

Источник: пресс-служба ООО «ВИЛО РУС»